Water quality has a direct impact on the reliability and lifespan of high pressure pump systems. The water moving through the pump is not just the medium used to create pressure. It also plays an important role in how internal components operate and how well they last over time.
High pressure pumps contain parts that operate with extremely small tolerances. Plungers, valves and sealing components are all designed to handle very high loads. When particles or abrasive material are present in the water supply, those contaminants pass through the pump and begin to wear these components. Over time this can lead to scoring of surfaces, loss of pressure, leakage and unnecessary downtime.
The chemical properties of the water also matter. Elements such as chlorides, dissolved oxygen and unsuitable pH levels can accelerate corrosion inside the pump. Corrosion weakens metal components and can release additional debris into the system, which further increases wear.
Electrical conductivity is another factor that must be considered, especially in systems that use tungsten carbide sealing surfaces. Tungsten carbide is commonly used because it is extremely hard and resistant to wear. However, when water conductivity is high and different metals are present in the pump assembly, electrochemical reactions can occur between materials. This can damage sealing faces over time and reduce their effectiveness.

Extremely pure water can also create problems. Water with very low conductivity may become chemically aggressive and begin to draw metallic ions from certain materials. For this reason it is important that water quality sits within a suitable range rather than at either extreme.
Consistent water conditions are also important for the lubrication that occurs between seal faces. High pressure pumps rely on a very thin film of water between sealing surfaces to reduce friction and heat. If the properties of the water change, that lubrication film can be affected, increasing the risk of seal damage.
For these reasons, controlling water quality should be considered part of normal pump operation. Good filtration, monitoring of water properties and regular maintenance all help protect internal components and extend equipment life.
Hammelmann pumps include conductivity monitoring to help operators keep track of water quality. Installing a pre filter ahead of the pump filter is also recommended. This removes larger particles before they reach the system and helps protect the finer filtration at the pump inlet.
Maintaining stable inlet pressure is equally important. Water supply pressure should remain above 2 bar to ensure the pump operates correctly and to prevent cavitation. Filters should be inspected and replaced regularly, particularly if the pressure drop across the filter begins to increase.
For this reason, Hydroblast always encourages pre-filtering water before it reaches the pump. This applies whether equipment is purchased, rented, portable electric units or larger towable systems.
At Hydroblast we typically pre-filter water down to 1 micron before it reaches the machine’s own filter. This can be achieved using cartridge filtration or secondary bag filtration depending on the required micron level and application.
Hydroblast offers a range of filtration solutions designed specifically for high-pressure water jetting systems, including a stand-alone filter trolley and bag filter system as well as 1 micron bag filters for finer filtration requirements.
This year, Gerald marks 40 years in business!
Four decades of hard work, resilience and evolution, here’s a look back at the journey.
Gerald’s journey began in Dumfriesshire, where he grew up in Eaglesfield before heading to college in Lockerbie to study agronomy. Like many great business stories, it started with a decision to leave home and build something of his own. In the early 1980s, Gerald moved south to Darlington, working for chemical manufacturer Albright & Wilson and laying the foundations for what would become a lifetime in business.
Gerald often jokes about how long he’s lived in Yorkshire compared to Scotland. After Darlington came Thirsk, and with it a growing network, a reputation for hard work, and an instinct for spotting opportunity.
While working in agricultural supply, Gerald met aerial crop-spraying pilot Ross Harvey at Felixkirk. Ross was working for Farm Supply, having come over from New Zealand, and together they managed aerial crop-spraying operations. It was a partnership that left a lasting impression. In fact, Gerald later named his son Ross after him!
With grit and determination, Gerald went on to set up Crop Aid. The business covered everything from agrochemicals and fertilisers to soil sampling. If a farmer needed it, Gerald would source it and sell it. He later expanded into crop-spraying services, operating under Crop Services.
In 1990, Gerald moved to Gatenby and formed Hall Farm Merchants. The business grew quickly and successfully, fuelled by Gerald’s sales ability and clear vision. Alongside the business, he renovated and developed the farm and farmhouse into a family home, a site that still matters deeply today - as it is where Hydroblast operates from.
Gerald has always been known as a salesman who could sell just about anything. He jokes he could sell coal to Newcastle. Over the years he proved it, trading everything from a wagonload of bicycles imported from France, king cab pickups from Cyprus, to chemicals sourced across Europe. Gerald has an instinct for spotting opportunity and turning it into business.

The foot-and-mouth outbreak brought agricultural activity to a halt. Like many in the industry, Gerald was forced to adapt. Instead of standing still, he diversified, moving into pressure washing and assisting with outbreak response work. That decision proved pivotal.
A key moment in the company’s evolution came through Gerald’s friendship with Wolfgang, an industry specialist working for German water jetting manufacturer Falch at the time. That relationship helped Hydroblast move from pressure washing into specialist water jetting. The company later became a UK agent for Falch and was the first in Yorkshire to offer robotic hydrodemolition services.
As the business grew, so did its capabilities. Today, Hydroblast operates Hammelmann and Denjet pumps and works across contracting, sales and equipment hire. Gerald has also played a major role in raising industry standards, delivering WJA training courses and passing on decades of hard-earned knowledge to the next generation.
Now, as Hydroblast enters its third decade, the business is in safe hands. Gerald’s son, Ross, has taken on the day-to-day management of the company, continuing the legacy while pushing Hydroblast forward.
40 years on, the story of Hydroblast is still defined by the same values it started with. Hard work. Adaptability. Relationships. And the willingness to back yourself when circumstances change.
Here’s to Gerald, here’s to 40 years, here’s to what comes next!

In a world where environmental sustainability is more crucial than ever, businesses across the globe are stepping up to embrace greener practices. Hydroblast, a company renowned for its innovative water jetting solutions, has recently taken significant strides in this direction. With the installation of a biomass burner and solar panels, the company not only amplifies its commitment to going green but also aligns perfectly with the principles of its ISO 14001 certification. This move marks a significant milestone in Hydroblast’s journey towards reducing its carbon footprint and promoting environmental sustainability.
ISO 14001 is a globally recognised standard for environmental management systems (EMS), designed to help organisations minimise their environmental impact, comply with applicable laws, and continually improve their environmental performance. For Hydroblast, obtaining the ISO 14001 certificate was not just about meeting the set criteria; it was a declaration of the company’s long-term commitment to environmental stewardship.
This certification lays the foundation for Hydroblast’s strategic approach to integrating environmental considerations into all aspects of its operations. From reducing waste and conserving resources to minimising hazardous emissions, the company is dedicated to implementing practices that contribute positively to environmental sustainability.


Hydroblast’s investment in a biomass burner and solar panels is a testament to its proactive approach towards adopting renewable energy sources. The biomass burner represents a sustainable solution to heating needs, utilising organic materials as fuel. This not only helps in reducing reliance on fossil fuels but also in cutting down greenhouse gas emissions associated with traditional heating methods.
Similarly, the installation of solar panels enables Hydroblast to harness the power of the sun, a clean and inexhaustible source of energy. This move not only reduces the company’s electricity bills but also significantly lowers its carbon footprint. By generating renewable energy on-site, Hydroblast is taking a giant leap towards self-sufficiency and sustainability.
Hydroblast’s journey towards sustainability does not end with the ISO 14001 certification or the installation of renewable energy systems. These initiatives are part of a broader, ongoing effort to embed environmental consciousness into the core of the company’s operations. Hydroblast is committed to exploring and implementing innovative green technologies and practices that can further reduce its environmental impact.
Moreover, the company recognises the importance of raising awareness and fostering a culture of sustainability among its employees and stakeholders. Through education and engagement, Hydroblast aims to inspire others to adopt eco-friendly practices and contribute to a more sustainable future.
Hydroblast’s commitment to environmental sustainability is a shining example for businesses worldwide. By obtaining the ISO 14001 certification and investing in renewable energy sources like a biomass burner and solar panels, the company not only reduces its environmental impact but also sets a benchmark for others in the industry. As Hydroblast continues to embrace green innovations and sustainable practices, it paves the way for a cleaner, greener planet for future generations.

In the realm of high-pressure water jetting equipment, strategic partnerships play a vital role in driving innovation and delivering exceptional solutions to industries worldwide. Today, we are pleased to announce a significant collaboration: Hydroblast has forged a strategic partnership with Flowplant, a leading manufacturer of Harben pumps. This alliance positions Hydroblast as official dealers for Harben equipment, ushering in a new era of excellence and opportunity for businesses across the UK and beyond.
Flowplant’s expertise in manufacturing Harben pumps complements Hydroblast’s commitment to providing top-tier solutions to its clientele. Harben, renowned for its quality and reliability in the high-pressure water jetting sector, entrusts Flowplant with the production of its cutting-edge pumps. With Flowplant’s esteemed manufacturing capabilities and Hydroblast’s dedication to customer satisfaction, this partnership promises to deliver unparalleled value to businesses seeking premium water jetting equipment.
The Flowplant Harben pump is purpose-built for drain and sewer cleaning, offering powerful high-pressure water jets to dislodge and remove stubborn blockages like grease, debris, and roots. Ideal for residential, commercial, and municipal drainage systems, this pump ensures swift and effective restoration of optimal functionality. Its versatility and robust construction make it indispensable for water jetting professionals, ensuring efficient clearing of clogged pipes and conduits.
Harben pumps, crafted by Flowplant, embody innovation, efficiency, and durability. Celebrated for their precision engineering and adherence to the highest industry standards, Harben pumps serve as the cornerstone of efficient and effective water jetting operations across various industries. From industrial cleaning and surface preparation to hydro-demolition and beyond, Harben pumps excel in delivering optimal performance and reliability in the most demanding environments.
Moreover, the partnership between Hydroblast and Flowplant expands the availability of Harben equipment while ensuring unparalleled customer support and service. Hydroblast’s team of seasoned professionals, in conjunction with Flowplant’s technical expertise, is dedicated to guiding clients through the equipment selection process, providing comprehensive training, and offering ongoing support to ensure seamless operations and maximum productivity.
One of the primary advantages of this partnership lies in the assurance of compliance with industry regulations and standards. Harben pumps, manufactured by Flowplant, adhere to stringent UK and EU directives, guaranteeing that all equipment supplied by Hydroblast meets the requisite legal and safety requirements. This commitment underscores Hydroblast and Flowplant’s dedication to delivering products that prioritize safety, reliability, and environmental sustainability.
With access to Flowplant’s extensive range of Harben pumps, Hydroblast can cater to the diverse needs of its clientele across various industries. Whether clients require compact trailer-mounted units for on-site applications or customized systems for specialized projects, Hydroblast is equipped to deliver innovative solutions tailored to meet each client’s unique requirements.
In conclusion, the partnership between Hydroblast and Flowplant signifies a significant milestone in the realm of high-pressure water jetting equipment. As official dealers for Harben equipment, Hydroblast is poised to provide businesses across the UK and beyond with access to premium water jetting solutions manufactured by Flowplant. Backed by Flowplant’s expertise and Hydroblast’s unwavering commitment to customer satisfaction, clients can trust in the reliability, performance, and efficiency of Harben equipment for their water jetting needs. Contact Hydroblast today to explore how our partnership with Flowplant can elevate your operations to new heights.
Working with any high-pressure hose, whether it is handling fluids or air, Whip Checks should always be used and are required by law.
When high-pressure hoses are joined together or to a piece of equipment, a Whip Check should be used to restrain the movement of the pressurised hose should it become uncoupled.
Whip Checks should be attached at any point where two hoses are joined or fixed to a pump at the fluid discharge side, or where a hose attaches to any piece of water jetting equipment.
Hydroblast has invested in a new style of Whip Checks. They are available in two sizes and are made from Steel Rope, coated with Kevlar and an outer layer of Polyester.
These new hose Whip Checks are easy to use and have 3 Unique International Patents. These new hose Whip Checks are certified and tested.
They are easy to use and have a soft feel, with either 4mm or 6 mm steel wire.
Old Style Wire Whip Checks have been used, however after use, they themselves become dangerous when using, with wires starting to fray, and even when wearing gloves, the frayed wires can puncture the skin on your hands, whilst the new design is much “softer and safer” on the hands.
We have tried the One-Ply Nylon belt style Whip Check.

When they are new and dry they are nice to use, but after a while, they cannot be adjusted and become unusable.
They are made as a loop design and they are designed to pull tighter and tighter.
There are two models to chose from
| Part number | Description | Breaking Load |
|---|---|---|
| HYBW-S4-850 | Whip Check 4 mm with Kevlar and Polyester | 1000 kg* |
| HYBW-S6-1000 | Whip Check 6 mm with Kevlar and Polyester | 2600 kg* |
The 4mm model has a total rope length of 950mm, with a working length of 500mm
The 6mm model has a total rope length of 1400mm, with a working length of 950mm
(for bulk orders only: other dimensions are available on request.)
*Providing that
– they are installed as per instructions
– there are no visible signs of damage
Whip Check must be inspected prior to any pressurised equipment being turned on.
The Whip Check must be installed at a fully extended position. The NEW Whip Check instead, can be applied without being stretched, thanks to the choking system that allows a stronger and firmer grip on the hose.

| Part number | Description | Breaking Load |
|---|---|---|
| HYBW-S4-850 | DN10 hoses and above | 1000 kg* |
| HYBW-S6-1000 | DN12 or DN19 hoses and above | 2600 kg* |
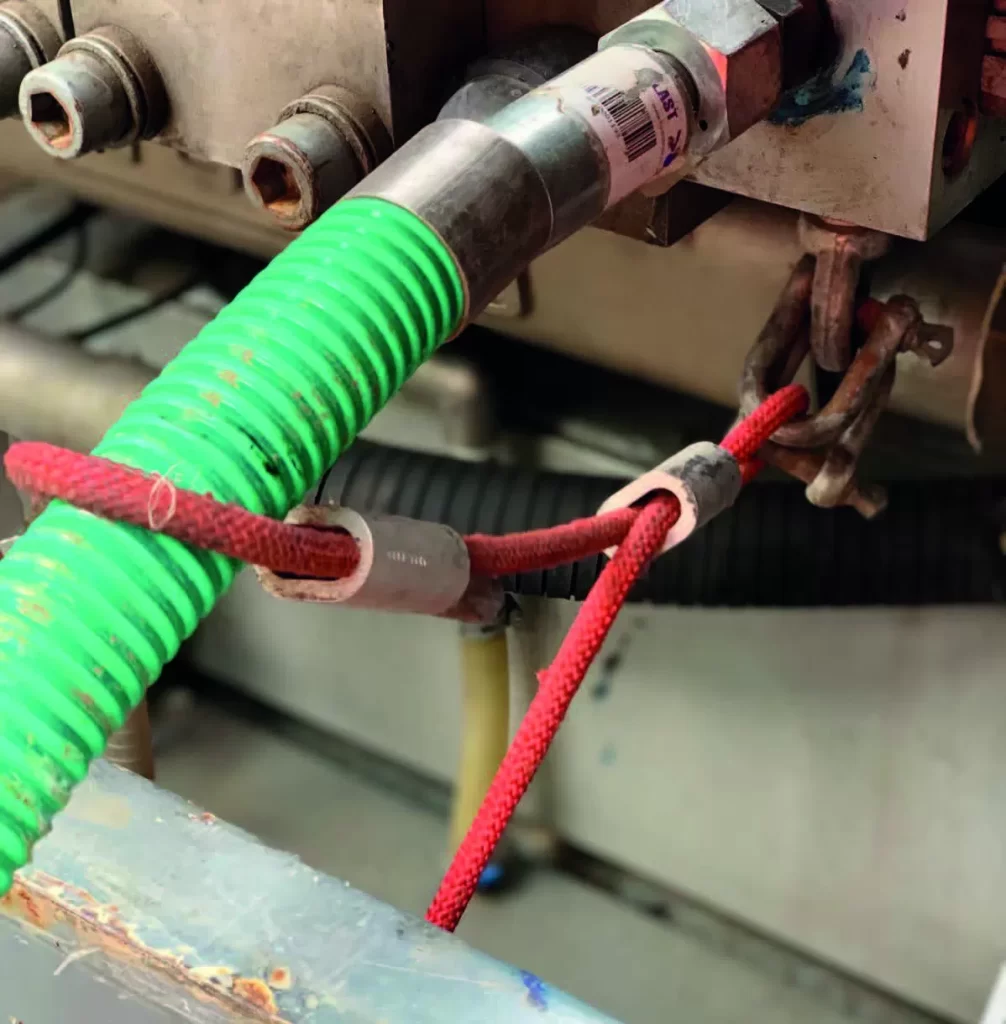
They are made for small hoses such as DN10 upwards, the picture below shows HYBW-S4-850 model used on DN10 hose.

When working with high flow pumps and at high pressures giving high reaction forces means we strive to use the latest “safest” equipment.
The picture below shows HYBW-S6-1000 used on DN19 Hose.

At Hydroblast, we understand the importance of staying up to date with the latest industry standards and regulations. We are proud to be SSIP certified, a globally recognized accreditation that has been audited by some of the most trusted organizations in the industry. In this blog post, we will discuss why SSIP certification is important, along with further accreditations we have completed this year, including the PAS 91 prequalification questionnaire.
What is SSIP?
Safety Schemes in Procurement (SSIP), is an internationally recognized umbrella organization that promotes and facilitates health and safety assessments. SSIP works with a variety of other organizations to make sure that safety standards are met across the board, during every project.
The organization is based on the International Standard ISO 45001, which sets out the requirements for an effective health and safety management system. In addition, SSIP also provides a range of accredited schemes that can be used to prove a company’s commitment to health and safety.
In order to be eligible for SSIP membership, a company must meet a set of criteria. One of these criteria includes having an effective safety management system in place. Companies can then join one of several SSIP-accredited schemes, which will provide them with proof of their health and safety competence. This includes taking part in regular assessments, reviews and audits to ensure that their systems remain up-to-date and compliant.
At Hydroblast we understand that being SSIP certified demonstrates that we take health and safety seriously. It also gives our customers the peace of mind that the work will be completed safely and to a high standard.
What are the benefits of being SSIP certified?
Being SSIP certified gives us access to a range of training materials and resources designed to help us meet the necessary health and safety requirements. These include courses, videos, templates and checklists which can be used to ensure that all safety standards are met.
In addition, SSIP certification can provide peace of mind, as it demonstrates that all the necessary steps have been taken to ensure safety practices are up-to-date and compliant with the latest regulations.
Why SSIP?
SSIP operates a Deem to Satisfy (DtS) agreement for mutual (or non-mutual) recognition which is in place amongst all SSIP Members. This means every member is judged on the same criteria. All registered members agree to accept a current, valid approval by any other registered Member subject to all correct details being displayed on the SSIP Portal.
As explained by Eleanor Eaton, the key reason for being SSIP certified is to prevent companies from having to fill in prequalification purely because they may be accustomed to a certain registered member or a preferred specific scheme.
“Since inception of SSIP we are pleased to advise mutual recognition has enabled savings to suppliers in excess of £279m* in addition to the time savings by all parties involved. We are keen to work with any buyer who would like to know more about the benefits of recognising the many thousands of suppliers who are currently assessed by SSIP members.”
Eleanor Eaton, Chairman, SSIP

What is PAS 91?
PAS 91 is a prequalification questionnaire (PQQ) system comprising a set of standardised question modules on core criteria in the construction industry. Developed by the British Standards Institute (BSI), PAS 91 provides a comprehensive system of assessing the capability of suppliers.
Benefits of PAS 91
The major benefit of PAS 91 is that it reduces duplication in the prequalification process. Once the PAS 91 modules have been completed, the answers can be used for different projects, saving both time and money.
Our Accreditations
We are proud to be audited to several international standards and to have completed the PAS 91 prequalification. We are certified to ISO 45001 – the certification of occupational health and safety management, ISO 9001 – the certification of quality management and ISO 14001 – the certification of environmental management. We are SSIP compliant, along with other registered members such as: Achilles, CHAS and many more accredited bodies. Hydroblast are audited by URS, a certification body member.
The process to become accredited is not a simple one, it requires dedication and commitment to maintain the highest possible standards. We are also committed to upholding these standards in the future, as part of our ongoing compliance. For any more information please do not hesitate to contact us, we would be more than happy to answer any questions you may have.
Robotic hydrodemolition passes Belgian refractory removal test
Robotic ultra-high pressure hydrodemolition carried out by Hydroblast has proved to be the most productive and safest way to remove refractory from a waste to power plant in Belgium.
The owners of the energy plant in Liege agreed to Hydroblast carrying out the work after seeing its web videos of other refractory removal projects, via social media, and being impressed with the results.
A team from the water jetting and equipment hire specialist in Northallerton, North Yorkshire, United Kingdom, completed the refractory removal to the high performance specification expected in 36 hours.

Hydrodemolition success
Hydroblast Operations Director Ross McDonald said: “This is just the latest project we’ve carried out that has demonstrated how hydrodemolition is a very efficient and effective method for removing refractory from combustion chambers.
“The waste to energy plant owners wanted to use this project as a trial having not seen hydrodemolition carried out in any of their plants. When they saw the results, they concluded it had passed with flying colours, which was an excellent outcome."
“They could see for themselves that robotic hydrodemolition delivered high quality and fast results, with reduced health and safety risks, compared with conventional mechanical refractory removal.”
Fast refractory removal
Hydroblast deployed a team of skilled, experienced and WJA-trained water jetting operatives on the project, travelling to Rotterdam, in the Netherlands, by ferry, then driving down to the site in Liege.
The team used an Aquajet Ergo ultra-high pressure jetting frame operating at 2200 bar (32,000 psi) with a water flow of 90 litres per minute to remove the refractory, a highly heat resistant material used to line the combustion chamber.

Hydroblast removed a total of 30m2 of refractory removed from the chamber wall. The hydrodemolition work was completed in three 12-hour shifts, with continuous day-night operation, plus a standard 8-hour set-up and take-down shift.
What is refractory?
Refractory is a material that is highly resistant to decomposition by heat, pressure, or chemical activity. Tellingly, for power generation, refractories retain strength and form at high temperatures (commonly over 1,000 0C).
They are usually non-metallic and made from ceramic-based materials. As well as being used in waste to power plants, refractory is used in kilns, furnaces, reactors, crucibles and moulds for casting metals.

Hydrodemolition process
As with most refractory removal projects completed by Hydroblast, its team was given a very limited window to work in. Because waste to power generation is a continuous process, downtime for key elements of the process must be kept to a minimum.
The Hydroblast team knew it was in a race against time to remove the refractory which has to be replaced at regular intervals as the very high temperatures in the boiler unit degrade its effectiveness.
The combustion chamber was 9m long. The ultra-high pressure water jetting frame has a maximum working width of 3m. This meant the entire chamber wall could be cleared of refractory with three resets of the frame.
Hydroblast’s client, an engineering maintenance contractor, had erected scaffolding to Hydroblast’s specification. The Aquajet Ergo frame was attached to this scaffolding with the water jets located 50mm from refractory surface.

This was the optimum distance to allow the water jets to break through the layer of refractory, which was between 70mm and 100mm deep across the wall.
A hand-held jetting lance operated at 2800 bar (40,600 psi) was also used to remove a smaller amount of refractory on a curved section of wall where it joined an angled ignition roof.
Waste water from the process was flushed through the combustion chamber hoppers into holding tanks where it could be collected by a jet vac tanker and taken for safe disposal at an authorised site.
Robotic water jetting – the advantages
The conventional method for removing refractory from furnace and combustion chamber walls is to use mechanical tools, such as jack hammers.
Robotic and hand-held lance ultra-high pressure hydrodemolition has key advantages over this mechanical process.
Ask us about using water jetting for refractory removal
Contact Hydroblast today to find out more about more about ultra-high pressure robotic water jetting refractory removal. Call 01677 424542. Email sales@hydroblast.co.uk
Hydroblast breaks records with dockside hydrodemolition project
Hydrodemolition specialist Hydroblast has broken its productivity record removing concrete from a dock quay in Scotland for a project supporting the UK’s race to develop renewable energy.
A skilled ultra-high pressure water jetting team, comprising just three operatives, took 3.5 days to remove 29.86m3 of concrete from the quayside at the Port of Dundee in East Scotland.

Initially, five days had been scheduled for the work.
The fast and safe operation, carried out using robotic hydrodemolition, was welcomed by the client as it meant it could accelerate plans for the next stage of the tightly-controlled development programme.
The Port of Dundee is investing £40m to create a new wharf alongside 15 hectares of upgraded land to expand its involvement in developing off-shore wind farms and the oil and gas industry.
Hydroblast was commissioned to remove concrete along a strip of the quay nearly 150m long and two metres wide to a depth of 100mm.
The company won the work after completing a similar project at the Killybegs Harbour Centre in County Donegal, Ireland, for another client.
For that project, its teams removed 6m3 of concrete from a pier wall in support of a €30million improvement programme.

The hydrodemolition advantage
Hydroblast Operations Director Ross McDonald said: “We were delighted with the way the Port of Dundee work went, and that we could support a programme that’s so important for the port and the region’s economy.
“The project’s efficient delivery was testament both to the hard work of our teams and the support we received from our client in helping us to carefully plan and manage the work.
“Both the Dundee and the Killybegs dockside projects have clearly demonstrated the value of using hydrodemolition to remove concrete during dockside development programmes.
“It is a fast, safe and sustainable way to modify concrete structures with a high degree of precision. Hydrodemolition generates almost no dust pollution that might otherwise add to health risks and disrupt dock operations.
“Also, there is no risk of causing vibration damage to surrounded concrete structures or steel rebar, and hand-arm vibration risk is minimised, contributing to our clients’ zero harm safety strategies.”
Setting records with a robot
Hydroblast is a leading user of robotic jetting to carry out its hydrodemolition projects. It is continuously investing in new technology and developing its robotic water jetting techniques.
For the Port of Dundee project it selected an ultra-high pressure (UHP) power pack combined with an Aquajet HVD water jetting robot to deliver water at 2200bar (32,200 pounds per square inch) and 122 litres per minute.

The water jetting team comprised of two water jetting operatives and a supervisor. On the first day, the team removed 11.77m3 of concrete. On the second day, it achieved 10.5m3.
The concrete being removed had delaminated in places but its hardness had been measured at C50, which meant it had been in good condition before Hydroblast removed it.
Applying robot knowledge
Hydroblast’s application of robotic hydrodemolition in a growing range of settings and across different industrial sectors is helping it to rapidly develop its expertise in using this powerful technology.
For example, lessons learned from removing refractory from power generation furnaces were incorporated in the Port of Dundee project, contributing to the high productivity.
Tellingly, all concrete could be removed for this project using robotic water jetting alone. In many projects it is necessary to use handheld lances to remove small amounts of material.
Robotic water jetting enhances safety because the operative is moved away from the water jetting head. Also, where large areas of concrete must be removed, robotic jetting is more productive than using hand-held jetting lances alone.
Using an ultra-high pressure water jetting robot to remove refractory from a biomass furnace has allowed its operator to resume power generation quickly and efficiently.
Removing the heat-resistant material using ultra high pressure water jetting proved quicker and more effective than the alternative of mechanical demolition.
We removed 110m2 of refractory at the biomass energy plant located at a cardboard paper mill in Workington, Cumbria, in nine 12-hour shifts, a day ahead of schedule.

Our company’s Operations Director, Ross McDonald, said: “The conventional method for removing refractory is to use hand-held mechanical breakers.
“This approach greatly increases the risk of damaging the furnace and could not be completed in the timeframe we achieved with just three personnel per shift.
“On top of that, using breakers exposes operatives to heightened risk of hand arm vibration injury, which is eliminated with remote controlled robotic hydrodemolition, and to hearing loss.

The equipment was passed through a 600mm diameter access hatch into the furnace, where a scaffold work platform had been installed above the burners located across the floor.
The water jet frame was attached to scaffolding erected to Hydroblast’s specification and allowed a 3m-wide section of refractory to be removed at a time.
A very fine jet, called a pencil jet, delivered water at 2200bar (31,900psi) with a flow rate of 90 litres per minute onto the refractory in pre-programmed sweeps.

Waste material was removed by the biomass energy plant’s own personnel after each section had been water jetted and the next one was being set up.
Ross McDonald said: “Another significant benefit of hydrodemolition is that the water jet is very efficient. It takes the furnace wall back to bare metal so very little surface preparation is needed before the new refractory is applied.”
Hydroblast is a UK leader in the use of robotic water jet systems which can deliver significant benefits over conventional hand-held lance water jetting.
Using the semi-automated water jetting systems, as they are also called, moves the operative away from the water jet, enhancing safety. For many repetitive tasks, refractory removal being one, robotic jetting is often more productive.

